At present, the CAPP system has four basic application modes according to its working principle: interactive, search, derivative and generative. There is also a system between derivative or search and generative, often referred to as a semi-creative system. Among them, the search system can only play a role when new parts can find similar parts; the derivative system also depends on the similarity of the parts, and at the same time, due to the complexity of the parts, it is necessary to establish an effective and large coverage standard. The process is extremely difficult, and the amount of manual modification is often large when used; the interactive system is mainly convenient for printing. These methods rely on manual decision making, low degree of automation, and often unsatisfactory efficiency and application surfaces, especially since they are difficult to integrate with CAD and CNC programming systems. Generative or semi-creative systems currently use feature technology to describe parts, and integrate with CAD and CNC programming systems, greatly improving work efficiency. However, due to the complexity of the parts and the experience of the process design, it is difficult to regularize the process knowledge on the one hand; on the other hand, it is the correct process decision for a single feature, but it is not necessarily suitable for the whole part as a whole. Therefore, the problem of practicality has yet to be solved in a generative or semi-creative system.
Therefore, how to comprehensively use various working principles and make them organically combine, how to establish a good CAPP architecture, so that CAPP system can meet the current and future development in function, integration, automation, practicality and The higher requirements of versatility, the search for a powerful, practical and CAPP system with a special mechanism has naturally become an urgent problem.
1 How the example-based integrated CAPP system works
The sample-based integrated CAPP system of this paper comprehensively utilizes the CAPP system with different working principles, and embeds the case-based reasoning method in the CAPP expert system, and uses the feature technology to complete the unified description of the part information to achieve integration, and establishes the existing parts. Based on the relational database process file library, the feature coding matrix, knowledge base and inference engine are established.
It should be pointed out that the proposed example-based comprehensive CAPP system is an organic combination of four working principles of interactive CAPP, search CAPP, derivative CAPP, and CAPI-based CAPP system. Process documentation and standard process documentation for existing parts. Rather than the simple addition of the four working principles, the system can be divided into two large parts, namely the example-based system and the knowledge-based system. The paradigm-based system stores a proven, standard process, using a paradigm-based design approach that makes good use of previous experience, and a knowledge-based expert system is a creative decision-making process that solves complexities. Some of the problems that higher-level, paradigm-based systems cannot solve. The two major components and components of the system complement each other and complement each other, forming a comprehensive CAPP system with powerful functions, good practicability and strong adaptability.
The diversity of process design of complex shape parts, the diversity of process decision knowledge and the diversity of production environment constraints require that CAPP systems must seek an organic combination to adapt to the diversification of various conditions, requiring the system to adapt to the type of workpiece. On the basis of a variety of decision-making methods, the use of multi-level distributed system structure. Therefore, in the re-integrated CAPP system, based on the specific conditions of the parts, based on the similarity of the parts, the working principle that is most beneficial to improve the automation degree of the design process and the practicability of the design results is selected. To this end, the workflow of the example-based integrated CAPP system shown in Figure 1 was designed.
As shown in Figure 1, the system first determines the part type based on the part information, and then establishes a correlation matrix with the feature code of the existing part according to the feature layer information, calculates the similarity coefficient, and then performs the example retrieval after the judgment. After the retrieval is successful, the sample is performed. Call, fix; If the search fails or the similarity is too bad, the system uses the knowledge rule-based method for process design. The detailed steps are as follows:
(1) Firstly extract the CAD geometric description information, process information and other necessary information of the part from the dynamic information base to meet the functional requirements of the integrated CAPP system and complete the task of process design;
(2) After the feature-based CAPP part model is formed by the information transformation and modeling function, the values ​​of the elements of the part feature coding correlation matrix are calculated, that is, the calculation of the similarity coefficient, wherein the judgment of the similarity and the calculation of the similarity coefficient are the subsequent processes. The key to what kind of decision-making method to take.
(3) After the similarity judgment, if the similarity between the new and the old parts is good, the technical documents of the original parts corresponding to the new parts with good similarity of the new parts or the standard process documents of the part family are taken out, and the positive and negative of the new parts are determined. Difference feature
(4) Delete the part of the process or step corresponding to the negative difference feature in the part's process file or standard process file. The process of the positive difference feature part can be inferred by the inference engine in the expert system. The process result of reasoning is combined with the previously modified example. After the combination, sorting and optimization of the work steps, a new process file is formed, and the NCP interface file is generated, and then modified and stored in the information base. Finally, after modification Process documentation or standard process documentation as an example of a new part process design;
(5) After the similarity judgment, if the similarity between the old and new parts is very poor, and the part information forms a composite feature, the expert system is used to complete the process creation, and the process data is generated through the optimization of the step sequence, and the tool position is also generated. The interface file is used by the NCP to generate the tool path and CNC commands. Among them, the composite features include process composite features and functional composite features, and the introduction of composite features is also beneficial to improve the consistency and practicability of design results, and to simplify the working process of the system;
(6) If the creation fails or is not satisfied with the result, it can be modified by human-computer interaction, and the result can be saved after modification;
(7) After completing all the design tasks, the information base organizes and outputs the design results in the format required by each external system;
(8) After the modification and maintenance of the sample library and the actual production inspection, the process documents generated by the final new parts can be used as an example of the process design of the new parts in the future, so that the design experience can be reused and the self-learning of the system is improved. ability.

Figure 1 Example-based integrated CAPP system work flow chart
The above aspects are the workflow of the sample-based integrated CAPP system. The choice of process design paradigm is as follows: In general, it is impossible to have identical parts. Therefore, the choice of examples can only be as similar as possible, and the degree of similarity will directly affect the calling and modification of the examples. The purpose of using case-based reasoning-CBR in the CAPP expert system is to minimize the amount of process design work and improve work efficiency. There are two ways to choose the system: one is to judge and make automatic selection by the similarity coefficient; the other is to supplement the human-computer interaction selection method. The former is automatically selected by the system, that is, the best example of similarity is selected. The latter can be executed by the system operator. According to experience, from the examples retrieved by the system, select the appropriate paradigm to compensate for the automatic retrieval of the sample in the system. There are shortcomings of ambiguity.
2 Example-based integrated CAPP system architecture
The architecture of the example-based integrated CAPP as shown in FIG. 2 is designed according to the needs of the working principle of the system described above. The architecture integrates the working principles of various CAPPs, and successfully embeds the idea of ​​case-based reasoning into the expert system of CAPP based on knowledge rules. It can make good use of the experience of previous process design, in the process of system execution. If you can't successfully pick out an example of a new part process design, you can take advantage of the benefits of a rule-based expert system for process creation.
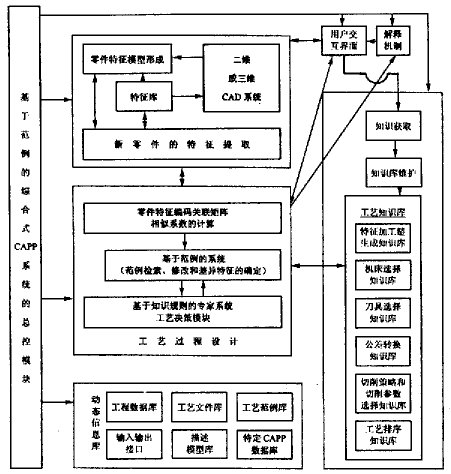
Figure 2 Architecture of an example-based integrated CAPP system
(1) Modeling of parts
The model of the part includes a part definition model, a manufacturing resource description model, and a process decision model. Among them, the description of the part definition model is the key. The established part feature definition model must include the information of the part layer, the feature layer information and the underlying geometric information. In addition to being acquired from the CAD system, this information can be modified and added through human-computer interaction; the manufacturing resource description model includes manufacturing resource data and manufacturing resource knowledge description; and the process decision model is a description of the strategy adopted by the process planning. The model generated by the process file.
(2) Similarity of parts
The description of the similarity of the parts is mainly realized by the calculation of the similarity coefficient of each element in the part feature coding correlation matrix. If the similarity is good, the feature codes of the new and old parts are the same, that is, the structure of the new and old parts are similar. The similarity judgment of parts is the key to system implementation.
(3) Case-based reasoning
By using case-based reasoning, the system can make better use of previous process design experience. Among them, the example retrieval uses the idea of ​​search and derivative CAPP system, which combines the retrieval and invocation of examples to improve the overall work efficiency of the system; the modification of the example is expressed in the form of knowledge representation of the original knowledge-based system. It can be processed by the inference mechanism in the original system, thus also facilitating the development, maintenance and expansion of the system.
(4) Rule-based reasoning
The rule-based reasoning idea is to use various knowledge bases to realize the process creation of new parts by calling the inference engine. Among them, in the process of reasoning, it is necessary to transfer various knowledge bases, databases and description models to solve new problems and new situations that have not been encountered in the process design process of new parts through creative decision-making.
(5) Other functions
The knowledge acquisition function transforms the intermediate result of reasoning into new knowledge through the input, modification and man-machine dialogue of management knowledge. The reasoning and explanation mechanism displays the reasoning process by means of diagrams, and can display the design content used in the reasoning process. The user understands the process of generating the process design result; the user interface interaction function modifies the design content through human-computer interaction to achieve the purpose of reasonable design results.
2.2 Knowledge Base
The system's knowledge base is designed according to the needs of the implementation of the function:
Feature processing chain generation knowledge base: used to store the rule base generated by the processing chain for features;
 Machine selection knowledge base: used to store the rule base of the selected machine tool;
Tool selection knowledge base: a rule base for storing selected tools;
Tolerance conversion knowledge base: used to store a rule base that converts various tolerances represented by numerical methods into precision symbols;
 Cutting strategy and cutting parameter selection knowledge base: a rule base for storing cutting strategies and cutting parameters;
 Process Sorting Knowledge Base: A rule base for storing step sequence optimization criteria.
2.3 Dynamic Information Library
The dynamic information base of the system includes: engineering database, process file library, process sample library, input and output interface, description model library, and specific CAPP database. The dynamic information library is used to store all the data related to the design process, and store the process equipment data such as tools, machine tools, fixtures and other engineering data required by the CAPP system, and store the process files for storing the currently processed parts information, etc. .
Through the analysis of the example-based integrated CAPP system architecture, you can see:
First, the system has a uniform method of part description. This description is used for subsequent similarity determinations so that different operating principles can be utilized in the process design of the same part. The rule-based generative CAPP expert system application feature technology is very mature, and the final result is the process documentation of the part, which is not fundamentally different from the process documentation required for the example-based system. The formation of part families in a paradigm-based system is characterized by the use of grouping techniques with additional feature descriptions of the part family, in the sense that the part family can also be viewed as a more "comprehensive" part.
Second, an example-based design approach was adopted. By studying the difference between the new parts and the examples, and using the method of creating the difference to solve the process design, the disadvantages of the manual modification problem are solved, the content that needs to be created is reduced, and the practicality of the part process is easy to implement. The possibility of global optimization. At the same time, the rule-based system is also used to solve the design problem without similarity. Finally, the editing and modification are performed interactively, so that the newly generated process file can be used as a new example, which ensures the openness of the system, so that it can be continuously expanded and maintained in the actual use of production.
Finally, this type of system is a CAPP system with different working principles. According to the actual application of the enterprise, the advantages of different systems are comprehensively utilized, and after the overall planning and design, the organic combination is combined. Each sub-system complements each other, infiltrates and integrates each other, and uses features as the basis for judging similarity and selection paradigms. Its application and final results are beneficial to the integrated integration of CAPP and CAD systems, CAPP and CAM systems.
In summary, the model-based integrated CAPP system has a complex and yet flexible model, and is an open-ended system in which feature technology and expert system technology are applied to different working principles. In the subsystem, the advantages of each subsystem are better utilized, and the integration is well realized, which has good versatility and practicability.
3 Example-based integrated HC-CAPP system
The HC-CAPP system is an example-based integrated CAPP system and is a subsystem in the CIMS environment. The system uses non-rotating body parts, especially box type and steering bridge parts as the processing object, and the CNC machining equipment facing the machining center automatically designs the process and connects with the public information base through the data interface. The CAPP system is integrated with CAD and NCP respectively.
According to the above research and design of the architecture, the system first establishes an encoding system for the features, uses the feature coding group to represent the parts, and then performs similarity analysis and calculation on the parts. When the similarity between the old and new parts is very good, select the original part process file or select the part family standard process as an example, use the creation method to process the positive difference feature, and automatically modify the example for the negative difference feature. Sorting and optimizing the process of getting new parts; when the similarity between new and old parts is very poor, the process of generating new parts is completely created in a creative way, and finally the results are checked or modified as necessary.
Among them, for the needs of CAPP, the system has established a machining feature library and a part definition model framework for parts. In order to obtain the required information from the two-dimensional parametric CAD system, the integrated interface of the system is developed in the working environment of the two-dimensional CAD system, through which the relevant information can be extracted semi-automatically from the CAD graphics and stored in a certain format. Into the database. Finally, the part information input and the regular processing module in CAPP obtain this information to form a part definition model. If the signature database changes, the knowledge base will be modified accordingly. Users can use the man-machine dialogue to input the non-machining process with standard process editing tools, and at the same time use the interactive method to edit and modify the final process files generated by the previous subsystems.
The integrated CAPP system, while producing the process documentation, also has the function of generating a preliminary location file for the NC machined parts for further processing to the NCP subsystem. To this end, it can be seen that the system has the following characteristics:
(1) Combining the working principles of various CAPPs, using different means for different parts and processes, solving many problems existing at present;
(2) Using features as the basis for judging similarity and selection examples to ensure that all parts are organically combined;
(3) With an open architecture, it is possible to further develop interfaces with manufacturing resource plans;
(4) Using feature technology as the core technology of product model description, and realize the integrated integration of CAD/CAPP/NCP through the processing of database sharing, data exchange and neutral file interface;
(5) In terms of software implementation, the system has a good modular structure and is well represented and exerted its advantages as a comprehensive CAPP;
(6) Standardized Visual C++, POWERBUILDER, ODBC, Windows95 and other standardized support environments are adopted, which is portable to the current mainstream hardware platforms.
4 Conclusion
The study of architecture promotes the research and development of CAPP application systems and provides a systematic and scientific basis for the automation of process design. The HC-CAPP system is a successful research practice of application architecture theory research, using existing commercial CAD resources to realize integrated integrated CAPP system development for typical box parts.
Cf8 Cam Lock Coupling,Cf8 Cam Lock Quicking,Quick Release Coupling
Antai Magnet Co., Ltd. , http://www.buxiugangvalve.com