Laser welding is recognized as a special method for welding sensitive components (such as components with circuit boards), geometrically complex components or parts with extremely strict cleanliness (medical instruments), and development of laser equipment and plastic materials is underway. Inspire people to be more interested. >> Into the colorful world of laser welding Â
Lasers have long been used in metal welding, and recently they have penetrated into the cutting and marking of plastics. However, due to the lack of suitable equipment, the ability to weld polymers and colors, and limited knowledge of the potential of the technology, plastic laser welding still lags behind.
The distinguishing feature of laser welding is its ability to produce a precise, robust, airtight (airtight and watertight) weld while reducing resin, particle degradation and bonding around the weld surface of the part. In recent years, this non-contact welding technology has attracted many European companies that weld precision, high-value products.
In the United States, laser welding seems to be able to evolve into a welding method that replaces approved ultrasonic, vibration and hot plate welding techniques in terms of welding cost and weldability. However, people's strangeness to it still seriously hinders the wider application of laser welding.
New laser equipment is reducing those barriers, and not only that, innovative materials and additives enable laser welding to achieve its viability on color parts that were previously unreachable. Nowadays, new coloring technology has also made laser welding of black-black and bright-bright materials possible, and material suppliers are improving the laser transmittance or absorption of materials according to existing formulations.
- clean, gentle, versatile
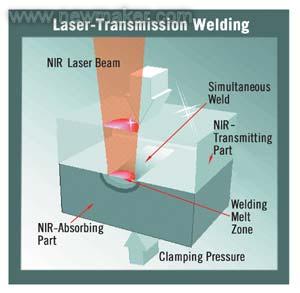
Laser transmission welding can be used when the response of the two materials to the laser varies widely. NIR laser beam, laser transmission welding, simultaneous welding, transmission of NIR parts, weld zone, clamping pressure, absorption of NIR parts.
This method uses near infrared (NIR) with a wavelength of 810 to 1064 。. It passes through a NIR-transmissive component and is then absorbed by another NIR-absorbing component that is clamped together under low pressure. The NIR absorbing material converts the NIR into heat, the surface of the part melts, and the heat is simultaneously transmitted back to the joint surface of the laser through the part to form a welded area. The welding force at this time exceeds the welding force of the raw material.
Branson, Germany, recently added a laser welding system to its ultrasonic, hot plate, vibration and rotary welding equipment plants. The chipless nature of laser welding has made it a favorite in medical devices, automobiles and other electronic components.

Laser welding can also greatly reduce vibration of components and thermal stress on components. This method has less "vibration and charring" than other welding methods, so the degradation of the internal components of the component or component is correspondingly reduced. This feature opens the door to fragile components such as laser-welded electronic sensors.
Leister's general manager Jerry Zybko added: "A large number of different materials can be laser welded. For example, by soldering polycarbonate to 30% glass filled black PBT through NIR." Zybko pointed out that other welding methods cannot weld materials with such a large difference in polymer structure, softening point and reinforcing material. Laser welding is suitable for welding complex (even three-dimensional) parts, and is also suitable for welding places that cannot be welded by other welding methods.
The maturity of laser technology helps to expand its role in plastic welding. Diodes and Nd:YAG lasers have evolved since the mid-1990s and are excellent for laser welding. The energy of these lasers has been greatly increased, and its cost has dropped by about 90% compared with the past five years. A variety of plastics have been found to effectively transmit laser light at or near the diode aurora (810 to 940 祄) and Nd:YAG aurora (1064 祄). (The wavelength emitted by the CO2 laser is easily absorbed by the plastic to burn the product.
Two-pole and Nd:YAG lasers have proven to have many functions when used in plastic welding. For example, diode lasers can be configured into rows of beams when making complex line welds, and diode emitters can be placed in storage tanks to provide the required welding energy for specific applications.
——Customized plastic laser welding equipment
Leister's new Novolas product line is an example of this new type of equipment. This series uses high-energy diode lasers with at least 25W per diode. Novolas C is a curved or spot welder that produces a laser energy curve that is shaped and focused by an optical device. The curve points are fixed and the components under the laser are placed on a programmed, servo-driven XY axis for aiming so that the laser spot can pass through the entire weld line. (It is also possible to use moving laser spots instead of moving parts.) The maximum area of ​​Novolas C soldering is 250 x 250mm. Curve welding works very flexibly according to the geometry of the object, but this method is relatively slow.

One faster method is called "synchronous" soldering, where the laser beam can be aligned with parallel lines or curves, so it can completely expose the entire weld without moving the beam or moving the part. This is the method used by Leister's S-type products.
Synchronous welding, although fast, is limited by the geometry of the weld. However, the new method of Leister's synchronous welding method, Novolas M (cover), overcomes these limitations. Leister uses the traditional film used in photography, and the stationary laser beam heats the portion of the object that is not covered by the film layer. This has the advantage that complex welding geometries such as circular or conical can be welded in this way. The sheath welding method can also make a tiny weld of 0.1 mm, and the width of the weld is not necessarily the same. The Novolas M product is said to be ideal for micro soldering of medical facilities with an automatic mask alignment resolution of up to 2 microns.
The initial adjustment of synchronous welding and sheath welding takes longer than the curve welding, but it is said that the cost of simultaneous welding in mass production is relatively low. Bielomatik uses a welding method called "quasi-synchronization" using a solid-state Nd:YAG laser of 70-250W. QSLW uses high-speed scanning mirrors to scan the laser speed back and forth over the weld for more than 40 times per second. According to reports, Bielomatik's products are capable of creating 0.1mm fine welds.
Bielomatik's Laser-Tec QSLW unit has been delivered or ordered in Europe for 20 units, and another 30 global projects are in the early stages of planning. One current use is for Mercedes vehicle electronic door openers. Other applications include: engine drive mechanisms for automotive intake manifolds, central locking systems, automotive gearboxes, airbags, oil circuits and their engine integrated sensors.
Recently, Bielomatik has assembled a complex Laser-Tec unit to increase the weld area and the maximum size of the part. The dual laser unit welds up to 560 x 280 mm and is capable of welding automotive cabs, pressure vessels and large sensors.
Crankshaft Position&Speed Sensor
Auto Camshaft Position Sensor,Auto Speed Sensor
Tall Automobile Parts Co., Ltd. , http://www.skye-ignition.com