1. Overview
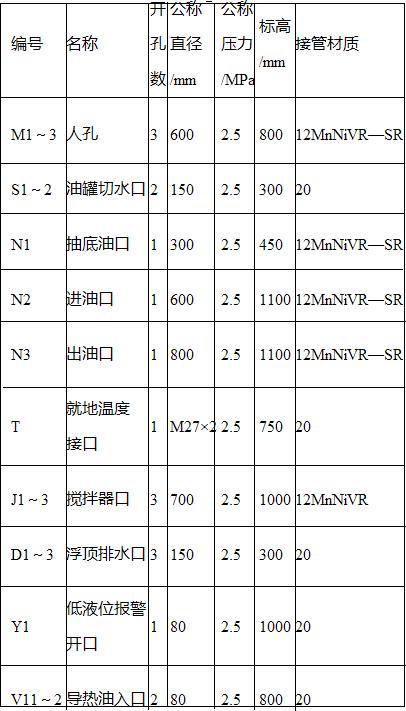
The Ningxia Petroleum Commercial Reserve Project, executed by the Changqing Construction Engineering Office as the general contractor, includes 8 storage tanks each with a capacity of 100,000 square meters. Within the first ring wall of a single tank, seven wall panels require perforation. One of these is a large opening measuring 12,600 mm × 2,420 mm × 32 mm, equipped with oil inlets and outlets, bottoming ports, and local temperature interfaces. The heat transfer oil connections are arranged in parallel. The remaining six panels measure 6,300 mm × 2,420 mm × 32 mm, featuring manholes, oil cut-off valves, agitator ports, floating roof drains, sampling ports, and low-level alarm ports. Due to the high volume of perforated plates, the project employs factory prefabrication and full-scale heat treatment processes to ensure quality and efficiency.The material used for the perforated plates is 12MnNiVR-SR. For openings with a nominal diameter of ≥600 mm, the接管 (take-over) pipes are rolled using the same material, while those with a nominal diameter of <600 mm are made from seamless 20 steel pipes. The specifications of the opening attachments are detailed in Table 1.
Table 1: Name and Specifications of Opening Attachments
2. Construction Technology for Perforated Wall Panels
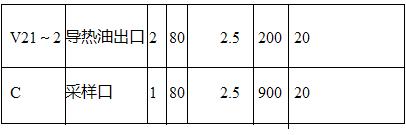
(1) Construction Process: The overall construction process is illustrated in Figure 1.
Figure 1: Construction Process
(2) Prefabrication of Wall Panels: After the steel plates are inspected and accepted, two semi-automatic cutting machines are used simultaneously to cut the material in the same direction, ensuring even heating on both sides. The width of the wall panel is cut using a semi-automatic cutting machine, while the groove is processed with a planer. The dimensions and bevel forms must meet design and welding procedure standards. Once the cutting and beveling pass inspection, the panels are rolled using a three-roller rolling machine. The front end of the panel is rolled first, followed by a second rolling after sample inspection. During rolling, the curvature radius is continuously checked. After rolling, the panels are placed on a platform in a free state. In the horizontal direction, an arc shape with a chord length of 2 m is compared with the inner wall arc, with a gap ≤ 3 mm. Vertically, a 1 m ruler is used to check the gap, which should be ≤ 1 mm. After rolling, the holes are opened and grooves are machined, with the center position deviation of the hole ≤ 10 mm. Using a semi-automatic flame cutting machine, the hole lines are cut according to the construction drawings. All operations are performed on a dedicated platform, as shown in Figure 2. After groove polishing, a 100% magnetic particle test (MT) is conducted, meeting the JB4730-2005 grade I standard.

Figure 2: Prefabricated Perforated Plate
(3) Take-over Pipe Prefabrication: According to design requirements, take-over pipes with a nominal diameter ≥ 600 mm are rolled using 12MnNiVR-SR material. After rolling and welding, the welds undergo 100% radiographic testing per JB4730-2005, meeting the required quality level.
(4) Assembly of Take-over Pipes: After the pipe joints, reinforcing rings, and wall plates are assembled, the welding between the take-over pipe, reinforcing ring, and tank wall is carried out. While all inlet and outlet orifice plates are connected in parallel to external process piping, other perforated plates have centripetal connections. A set of samples is prepared during the assembly to verify that the take-over center line meets design specifications. The installation of the pipe, wall, and reinforcement plate is shown in Figure 3.
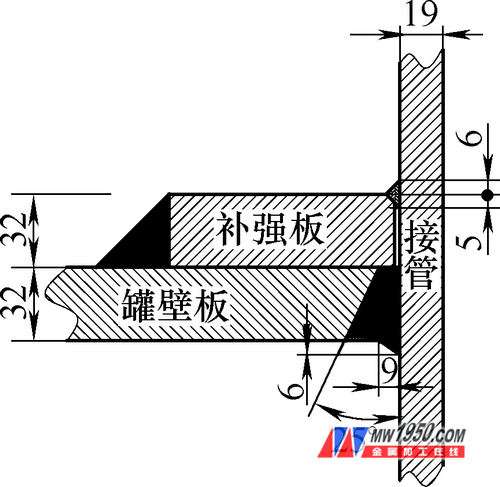
Figure 3: Installation of Pipe, Wall, and Reinforcement Plate

Figure 4: Anti-deformation Fixture Installation
(5) Anti-deformation Fixtures: During welding, the connection pipes at the reinforcement ring are prone to deformation. To prevent this, anti-deformation measures are implemented. A rigid support is installed around the tank wall, with a reinforcement plate thickness of ≥20 mm, string width of ≥200 mm, and string length of ≥2000 mm. For openings ≥ 100 mm, the reinforcement method shown in Figure 4 is applied, using double-sided intermittent welding. The welding consumables must match those used for the wall panel welding. The reinforcement plates must be installed before welding. For openings < 100 mm, no rigid fixing is required.
(6) Welding of Tank Wall Material: The tank wall is made of 12MnNiVR steel, whose chemical composition is listed in Table 2. The welding material used is LB-62UL electrodes produced by Kobelco, Japan. The main components of the welding rod are provided in Table 3.
Table 2: Chemical Composition (Mass Fraction) of 12MnNiVR Steel Plate (%)
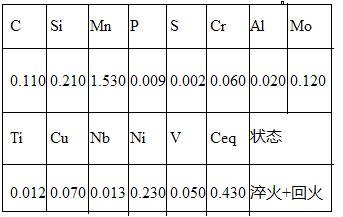
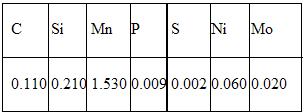
Table 3: Chemical Composition of Welding Consumables (Mass Fraction) (%)
For more details, please refer to the fourth issue of Metalworking (Hot Processing) 2013.
Fire Pump Set,Electric Fire Pump Set,Dual Fire Pump Set,Vertical Turbine Fire Pump Set
Shanxi Skysea Pump Lndustry Co.,Ltd. , https://www.skyseatianhai.com