Abstract: In the modern shell-coating integrated shipbuilding, the development of ship area coating technology is one of the indispensable foundations and the result of the development of modern shipbuilding technology. By analyzing the situation of regional painting operations carried out by various shipyards in recent years, the key issues to be solved urgently are proposed, and the goal of modern shipbuilding and shelling integrated shipbuilding mode is established, thus promoting the modernization process of the shipbuilding industry and at the same time Promote meaning.
Keywords: ship; regional painting; technical improvement
1. Summary
The modern shipbuilding model shows that the shipbuilding process is decomposed into three major processes: hull section manufacturing, regional armoring and regional painting. In the design and construction process, ship armoring and painting can be coordinated. Under the premise of optimizing design and perfect management, through the orientation of intermediate products, spatial division, time order, clear responsibility and mutual cooperation, under the principle of low consumption and high quality, realize the simultaneous development of local and overall in a fast-paced manner. This is the modern shell-and-paint integrated shipbuilding model. Ship area painting design and construction technology was introduced from abroad when China began to build export ships in the early 1980s. In the past 30 years, various shipyards have generally carried out regional painting operations, which have been continuously digested and absorbed and combined with China's specific In the situation, great progress has been made in the design and construction technology of the ship area, but there are still many problems in the local area, and there is still a certain gap with the world advanced level. In the professional scope of ship painting, this paper aims at the world advanced level, and deeply studies the regional painting design and construction technology in the aspects of design, equipment, technology, technology and management, analyzes the status quo, finds the gap, and proposes urgent solutions. The key issue is to establish a higher goal of the development of ship area coating technology, thus promoting the modernization of the shipbuilding industry. As one of the three major shipbuilding processes, ship painting starts from the ship picking negotiation until the delivery of the ship, and runs through the entire shipbuilding process from beginning to end. In modern shipbuilding, the ship painting engineering system can be simply described in Figure 1.
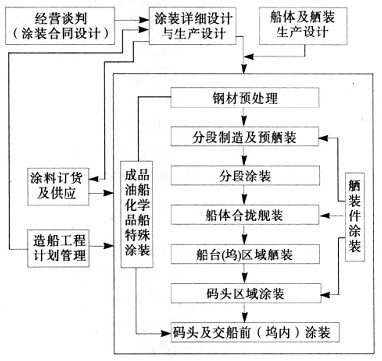
Figure 1 Ship painting engineering system
From the perspective of Figure 1, the ship's painting runs through the entire shipbuilding process. During the design and construction process, it is inseparably connected with the hull. It is a major component of the shipbuilding process, its progress and progress in shipbuilding. Development can be said to have a relationship of lips and teeth. Therefore, without modern ship painting, it is impossible to have a modern shipbuilding. In recent years, shipowners have recognized the importance of ship painting and have difficulty in maintenance. In order to minimize maintenance, it is desirable to maximize the quality of the paint during ship construction. Therefore, in the negotiation of shipbuilding technology, some new requirements for painting were put forward. For example, the shipowner blasts the secondary descaling requirements to improve the performance of the film; the upper deck uses inorganic zinc paint without maintenance. These requirements are not only for construction, but also for the quality inspection of paint films. At present, some shipyards are becoming more and more obvious due to outdated equipment and facilities, and in order to clear the bottleneck, it is necessary to increase the capital investment in painting equipment and testing equipment to reach the total tonnage of shipbuilding. Develop a level of adaptation. This is the key to the stepping up of the ship painting work in China. Otherwise, it will limit the development of China's shipbuilding industry.
2. Analysis and analysis of the current status of domestic shipyard painting
2.1 The coating design system is perfecting
Many domestic shipyards have set up painting design rooms (groups) to bring together detailed painting design and production designers to achieve integrated design, which makes part of the original detailed design work can be simplified and omitted, and the technology, process, quality, etc. The requirements are directly reflected on the production design drawings, and the detailed design of the painting is only completed when the design for review is completed. It is possible to concentrate more people and put them into the coating production design earlier, so that the coating production design can be deepened and the design cycle can be shortened. In the backbone shipyard, the integrated design units have carried out the design of the regional coating inventory, which promotes the scientific rationality of the regional coating production management and further improves the economic benefits of painting.
2.2 The coating production management system tends to be independent
The coating production management system of each shipyard has established an economically relatively independent painting engineering company, and the general contracting of the general factory, the advantages of this production management system:
(1) Independent accounting and self-management can fully mobilize the enthusiasm of employees for production. Today, as the total shipbuilding volume continues to increase, these enterprises not only do not increase their staff, but most of them continue to reduce their workforce, effectively increasing labor productivity, which is of great significance for shortening the shipbuilding cycle and improving the overall economic benefits of shipbuilding.
(2) Under the premise of ensuring the production tasks of the main plant, the painting company will operate independently and undertake social engineering, which can resettle the surplus labor force and improve the income and treatment of the employees. This is for the stable painting of the workforce of the shipyard's most difficult type of work. A great role, and the stability of the workforce ensures that the quality of the team is improved year by year and the combat effectiveness is constantly increasing.
(3) The independent accounting economic system promotes the strengthening of management and can achieve more stringent assessment of the consumption of materials, effectively reducing the cost of painting production.
However, the above-mentioned painting company that realizes the general contracting of labor services is relatively independent in the economic system, rather than completely independent, and has not reached the fully market-oriented economic model. Its main problems are:
(1) Many links in production are still subject to the constraints of the general plant. For example, the time required for the painting operation cycle is often squeezed, so that the quality of the coating is not guaranteed. The coating company is unable to restrain the problem of repeated repair of the coating caused by repeated welding of the shipyard.
(2) It is difficult to further reduce the consumption of paint. Because of the form of labor contract, the painting company pays more attention to the completion of labor, how much paint is consumed, and has little to do with its own interests, and lacks the necessary mechanism to constrain the waste of paint.
2.3 Painting production design is deepening
After the detailed design of the coating production and the integrated design of the production design, the design of the coating production is deepening. At present, All shipyards have carried out the design of regional painting inventories, bringing together the technical requirements of the regional painting and the management requirements of the material quota, so that the regional painting has been rationalized and standardized, and the past area painting “seeing the needle†has been changed. Unreasonable phenomenon. This is of great significance in ensuring the coating cycle, improving the quality of the coating and reducing the production cost. In terms of design methods, each shipyard attaches great importance to computer-aided painting design work. At present, the coverage of computer-aided painting detailed design has reached 100%, which greatly improves the drawing quality and design speed. It is very easy to carry out the redesign of the subsequent ship design for batch shipbuilding, and the design speed is more significant. . In the aspect of painting production design, the coverage of computer-aided design is also getting larger and larger. The problem of using the computer output segmented painting stereoscopic diagram has been solved, and the correctness of the drawing is improved.
2.4 Coating equipment facilities have been greatly improved
With the continuous improvement of the total shipbuilding volume, the shipowner's requirements for painting are getting higher and higher, and the trend of painting work becoming a bottleneck is becoming more and more prominent. In order to clear this bottleneck, it is necessary to invest more funds in painting equipment. And facilities to improve to meet the level of development of the total shipbuilding. In terms of steel pretreatment line, the current profile line problem is not big, generally there is more than enough capacity, and the steel plate assembly line has many problems exposed, mainly including:
(1) Almost all steel plate pretreatment lines can only process steel plates of 6-20 mm thick and 3 m wide, and thin plates of less than 6 mm and super thick plates of more than 30 mm cannot be treated, and only shot blasting/blasting can be used. The problem of general ship construction is not outstanding. For example, if a shipyard wants to build a large-scale onshore steel structure and uses more thick steel plates, it will cause difficulties. __
(2) Most of the steel plate processing lines were built in the mid-1980s. After years of operation, the processing capacity has been reduced, and the shipbuilding capacity has been continuously improved. Therefore, there are many cases of disease operation and overload operation.
(3) Due to insufficient pretreatment ability of steel plate and overload operation, the surface treatment quality of steel plate can not meet the specified requirements, causing the shop primer to fail to meet the specified maintenance time, the segmentation rust phenomenon is expanded, and the secondary rust removal workload is greatly increased.
(4) In the case of segmental shot blasting/blasting and painting houses, the capacity is generally insufficient. The main reason is that the expected design capacity and air pressure are generally low after the production.
2.5 The level of painting technology is close to the international advanced level
From the construction of the first export bulk carrier in China in 1980, after nearly 30 years of repeated contact with foreign shipowners, we gradually realized the modern ship painting technology. Through continuous introduction and digestion and absorption, and according to the creation and development of China's national conditions, it can be said that China's ship coating technology level is close to or reaches the international advanced level, the specific performance is:
(1) The coating quality of China's export ships has generally been recognized by foreign shipowners, and none of them have been returned due to painting quality or major claims.
(2) China has been able to solve the construction techniques of all types of ships (including product tankers and chemical tankers) and various types of coatings, and the quality has reached the shipowner's approval.
(3) Ship coating cutting-edge technology—The special coating technology of cargo oil tanks has matured, and its painting quality and working efficiency are close to or reach the international advanced level.
(4) The standards for ship painting established by China are consistent or equivalent to the international advanced level.
2.6 Painting management is relatively backward, and the consumption of materials is too high.
In terms of painting management, China's shipyards are much behind the advanced shipbuilding countries, which is ultimately reflected in the fact that there is still a big gap between the man-hour consumption for ship painting and the advanced shipbuilding countries. Statistics on the consumption of materials in a shipyard with a medium level of ship coating technology and management in China in the past two years, and rough data provided by a large Japanese shipyard in the mid-1980s and provided by a large Korean shipyard in the mid-1990s. The more accurate data are compared and the results are shown in Table 1.

Table 1 Comparison of paintings in China, Japan and Korea
The weighted total average coefficient is the sum of the weighting coefficient obtained by the ratio of the coating amount of each part of the ship to the total amount of the four parts of the coating, and the product of the consumption coefficient of each part. The weighting coefficients of each part here are: workshop primer 0.20, ballast tank 0.46, outer panel 0.21, cabin cabin 0.13. It can be seen that in terms of painting man-hour consumption, China is 3.4 times that of Japan (30 years ago) and 2.6 times that of Korea (15 years ago); in terms of material consumption, China is 124% of Japan (30 years ago) It is 117% of South Korea (15 years ago), and the gap between some shipyards with lower technical management level is even greater. Excessive consumption of painting materials is a result of a combination of various reasons, reflecting both the problems of painting management itself and the overall management level of shipbuilding. How to change this aspect will be the ultimate goal of improving the research of ship area coating technology.
3. Research and improvement focus
According to the current situation of China's shipbuilding industry and foreign advanced shipbuilding mode, there is still a certain gap in the coating technology of ship area. In order to achieve organic combination of shell coating, low consumption, high quality and fast shipbuilding, the ship area coating technology should be strengthened. Research on the following technologies.
3.1 Pay attention to the following work links in the work
(1) In the negotiation and contract design of ship receiving operations, it is necessary to pay full attention to the coating technical requirements and do a good job in painting contract design.
(2) In the hull (body) structural design (detailed design and production design), the convenience, safety, high quality and effectiveness of the painting operation must be considered. Such as segmentation, selection of structural forms, manhole layout, etc., should be considered as beneficial to painting.
(3) The design of the armored production must be in-depth and meticulous, and the pre-assembly work should be as complete as possible. The layout of the armor should avoid the occurrence of coating dead angles, and avoid the influence of repeated welding operations on the painting as much as possible.
(4) In the management of shipbuilding project plan, it should ensure that the painting operation has sufficient cycle time to ensure the seriousness of the project plan.
(5) The ordering and supply of coatings should be carried out in strict accordance with the requirements of the detailed design of the painting and the requirements of the production design. The ordering of the coatings is synchronized with the engineering plan, so that there is no shortage of supply and no inventory backlog.
(6) Painting production design must be in-depth, meticulous, accurate and rapid, to ensure the quality and safety of painting, to achieve integration of material management and production design, and to synchronize the ordering of coatings and engineering.
(7) Painting production operations must be carried out in strict accordance with the design requirements of the coating production, so as to achieve safety, high quality and low consumption. It should be noted that the coating equipment configuration capability is consistent with the shipbuilding production capacity to avoid bottlenecks.
3.2 Computer Aided Coating Production Design
The ship painting production design work is mainly to prepare the two documents of the segment coating and rust coating map and the regional painting inventory, which is the basis for the main hull painting work. The two documents are detailed, accurate and comprehensive, and they have a close relationship with whether the painting work is correct, rapid, high quality and low consumption. The use of a computer to fully assist in the design of these two documents can greatly shorten the painting time and improve the accuracy and comprehensiveness of the painting. At present, the work of computer-aided painting production design has been widely implemented in various shipyards, but there are still the following problems to be solved:
(1) The stereoscopic schematic diagram of the coating of most units is not accurate;
(2) The accuracy of the calculation of the segmentation and area painting area is not high;
(3) In the area painting, the repairing coating of the coating after the segmentation is closed, the repair rate is difficult to strictly control the materials;
(4) Safety technical measures are still missing from the design drawings of the coating production.
To solve the above problems, in terms of computer-aided painting design,
Further research is carried out as follows:
(1) Using a computer to draw a three-dimensional schematic diagram, the name of each compartment in the section and the parts of the section that are not painted (such as tight welds) should be clearly indicated. The drawings should be clear, concise and accurate;
(2) Calculate the sectional coating area by computer, and accurately calculate the area of ​​each part (including the components) in the segment. The interface of each part of the different coatings should be clear;
(3) For the strict quota of materials and automatic calculation by computer, the coating consumption coefficient and working time quota of each part should be determined;
(4) For the area coating inventory, it is necessary to determine the repair rate of damaged paint at each part.
3.3 Computer Aided Coating Management
Computer-aided painting management is currently very popular in various shipyards in China, but most of them stay in the statistical management of materials, and have not yet reached the level of system engineering management. Further research is needed.
(1) Integration of production design and material management
The coating material consumption quota is directly implemented on the drawings of the production design, and how to implement it depends on the coating system of each factory. If it is the painting design room plus painting engineering company, not the assessment operator, the quota given to the operator will be determined separately by the painting engineering company. The relationship between the two must pass the painting design and painting engineering. The company and the computer are networked to solve and are converted by the coefficients specified by the standard.
(2) Synchronization of production design and material management
The specific plan for segmental painting and area painting in the shipbuilding production plan and the quota of the materials in the segmented painting area are processed by computer to achieve monthly, weekly and even daily paint consumption and labor demand for each ship. Make predictions. By summarizing the data of each ship built by the shipyard, the materials department and the painting engineering company can predict the monthly, weekly and daily demand for materials. Under the premise of strict material quota, the supply and demand of materials can tend to “zero inventoryâ€, and the labor load can be balanced in advance.
3.4 Research on reducing the workload of secondary derusting
The secondary descaling work of foreign advanced shipbuilding countries is limited to welds and burned areas, while almost 100% of the surface of domestic shipyards has to be treated to different extents. Therefore, the workload is very large. To solve this problem, it is necessary Start with the following aspects.
(1) Improve the quality of steel pretreatment, so that the steel pretreatment can truly meet the required cleaning standards and the necessary shop primer film thickness, which needs to be guaranteed one by one from the aspects of equipment, system and quality management system.
(2) To further improve the pre-dressing rate, the painting should be required to the relevant professional, what requirements should be met for each part of the cabin, in the staged stage and the regional coating stage, such as the product tanker before the water tanker is closed. Before special painting, the six faces in the cabin and the corresponding aspects must end the welding operation, which requires other professional production design and production management to ensure.
3.5 Establish coating facilities suitable for shipbuilding development
Ship coating facilities are mainly steel pretreatment lines and segmental shot blasting/blasting coating houses. At present, most shipyards in China are faced with the difficulties of inadequate facilities and production. Therefore, we must immediately pay attention to this issue, increase investment, and carry out new construction and renovation of facilities. In order to make the coating not become the bottleneck of shipbuilding production development, modern shipyards should meet the following requirements in terms of painting facilities:
(1) The performance and processing capacity of the steel pretreatment line should not only meet the shipbuilding needs of the shipyard, but also take into account the needs of the shipyard to undertake the development of non-ship large steel structure products;
(2) The trend of ship coating development shows that more and more ships require blasting for surface treatment before segment coating, and 100% of the surface treatment of many advanced shipyards in foreign countries is carried out in indoor blasting booths. According to China's national conditions, a large shipyard should have at least 2/3 of the sections to use the ability of shot blasting, and the abrasive should use steel abrasives (copper ore tends to be eliminated), and the air pressure of shot peening should reach 0.7 MPa.
3.6 Development of special surface treatment processes
Shipowners operating chemical transportation operations are involved in the problem of stainless steel tanks for custom chemical tankers. In order to meet the needs of the international ship market, research and application of the overall surface treatment process for stainless steel tanks should be continued.
4. Conclusion
The shipbuilding industry is a systematic project with a large coverage. The ship is inseparable from painting. The ship area coating technology is an important part of the modern shipbuilding mode. At present, various shipyards in China have built different types of large ships with different degrees of success. Experience, through the improvement of ship area coating technology research, comparing domestic and international advanced shipbuilding technology, identifying gaps, making up for the shortcomings, and improving the ship coating productivity, which will provide favorable conditions for increasing the total number of shipbuilding vessels in China. Production supporting capacity to promote the modernization process of China's shipbuilding industry.

Concerned about surprises
Label: Painting design Ship armor Steel pretreatment Coating technology Sandblasting
Previous: High-gloss non-smelting mold technology will replace the spraying process Next: Simple detection method after hardware spring blackening
Injection Mold,Custom Injection Mold,Making Injection Mold
Cabinet Lock,Padlock Series Co., Ltd. , http://www.zlcody.com